Hiệu quả tổng thể thiết bị là gì?
Chỉ số Hiệu quả tổng thể thiết bị cung cấp cho doanh nghiệp một phương pháp để đo đạc được mức độ khả năng sản xuất hiệu quả trong toàn bộ thời gian vận hành có kế hoạch. Bằng cách đo đạc chỉ số OEE, doanh nghiệp đạt được sự thấu hiểu vào những thử thách ngăn cản năng suất sản xuất hiệu quả và làm thế nào để có thể cải thiện hoạt động sản xuất của doanh nghiệp bạn.
Chỉ số OEE được sử dụng như thế nào?
Hiệu quả tổng thể thiết bị là tiêu chuẩn rộng khắp nhất được sử dụng để đo đếm được hiệu năng sản xuất nhà máy. Bởi vì chỉ số đo đạc khả năng tận dụng hiệu quả hoạt động sản xuất đến được mức độ nào bằng cách so sánh các thước đo vận hành hiện tại so với những thước đo hiện hữu khi hoạt động sản xuất đạt tới được sự tối ưu hoàn hảo. Chỉ số OEE cũng có thể được áp dụng để đo đạt hiệu năng cá nhân từng cỗ máy một trong toàn nhà máy.

Vào những tình huống khi mà dữ liệu điểm chuẩn của các nhà máy sản xuất không hiện hữu, sự tính toán về OEE có thể được thực hiện và được so sánh với những tiêu chuẩn bấy giờ của nền sản xuất hoặc là dữ liệu được thu thập từ những công xưởng sản xuất tương tự với những trang thiết bị tương tự.
Hiệu quả tổng thể thiết bị kết hợp máy móc hay dữ liệu máy móc và vô số những vấn đề phát sinh từ hoạt động vận hành ảnh hưởng đến khả năng sản xuất và dùng nó để tính toán chỉ số OEE. Và ba thước đo thiết yếu góp phần định ra toàn bộ mọi hoạt động sản xuất đều cần thiết để tính toán được chỉ số này.
Những thước đo OEE quan trọng
- Availability – Tỉ lệ thời gian vận hành, tức là tổng thời gian trừ đi thời gian bảo trì và dừng máy không theo kế hoạch.
- Performance – Tốc độ sản xuất hiện tại, tức là tỉ lệ sản lượng thực tế so với sản lượng tối đa có thể đạt được.
- Quality – Tỷ lệ sản phẩm đạt yêu cầu chất lượng so với tổng số sản phẩm được sản xuất.
Cách tính toán OEE
Một ví dụ thực tế sau đây sẽ giúp chúng ta hiểu rõ được vai trò của OEE trong các tính huống khác nhau. Trong ví dụ này, chỉ số OEE của một máy tiện CNC được tính toán. Khi thời gian của một ca làm việc tối ưu lý tưởng của cỗ máy là 720 phút, nhưng nhân viện vận hành máy sẽ thời gian nghỉ trung 60 phút. Cỗ máy được lập kế hoạch bảo trì trong 30 phút và sự thay đổi nhân viên vận hành tốn mất 15 phút để hoàn thành. Bên cạnh những lúc nghỉ quãng này, máy CNC hoạt động trong toàn bộ số lượng thời gian còn lại.
A – Tính sẵn sàng (Availability)
Để tính được A, thời gian dừng máy có kế hoạch phải được loại bỏ khỏi thời gian chạy lý tưởng của máy CNC.
Tổng số thời gian ngừng máy có kế hoạch = 60 + 30 + 15 = 105 phút
Điều này dẫn đến
Thời gian vận hành của máy CNC = 720 – 105 = 615 phút
Điều này nghĩa là máy chạy thực tế được 615 phút so với thời gian chạy máy lý tưởng là 720 phút.
Bởi vậy, giá trị A = 85.4%
P – Hiệu suất (Productivity)
Giả sử, máy tiện CNC có khả năng sản xuất được 5 sản phẩm / 1 phút. Điều này nghĩa rằng trong với khoảng thời gian vận hành là 615 phút; cỗ máy sản xuất một cách tối ưu nhất sẽ được = 615 x 5 = 3075 sản phẩm. Nhưng bởi người vận hành máy nên, thời gian sản xuất 1 sản phẩm bị chậm lại, khiến thời gian sản xuất 5 sản phẩm là 1.5 phút.
Và bởi thời gian gia tăng trong sản xuất này, trong 615 phút, máy sẽ sản xuất được = 3075 x 1/1.5 = 2050 sản phẩm.
Điều này chỉ rằng, máy CNC sản xuất với 66.7% công suất tối ưu của nó và sự tiêu tốn 33% đó gây ra bởi sự vận hành không hiệu quả, tương đương với = 615 x 33.3% = 205 phút.
Q – Chất lượng (Quality)
Trong ví dụ này, 100 sản phẩm bị lỗi và không đạt chuẩn yêu cầu đơn hàng, điều này dẫn tới chỉ có = 2050 – 100 = 1950 sản phẩm.
Điều này nghĩa là chỉ có = 1950/2050 = 95.12% chất lượng sản phẩm đạt chuẩn
Sử dụng sự tính toán OEE, ta đạt được giá trị:
OEE = 85.4% (A) x 66.7% (P) x 95.12% (Q) = 54.18%
Điều này nghĩa rằng trong 720 phút đó máy CNC chỉ hoạt động được ~390 phút và tương đương sản xuất được 1950 sản phẩm so với 3075 sản phẩm trong điều kiện lý tưởng đạt được.
Và bạn nhận thấy được, ví dụ này chỉ đơn giản suy xét một cỗ máy duy nhất hoạt động trong một ngày nhưng nó không thực tiễn trong các điều khiện hoạt động thực tế. Cái sự mong đợi tột cùng ở đây là sự thu thập dữ liệu sản xuất từ một dàn máy và trong khoảng thời gian đến vài tháng. Và với sự thu thập dữ liệu cho sự tính toán OEE, ta sẽ đạt được sự thấu hiểu chuyên sâu và những hành động có thực thi được để tối ưu hóa mức độ máy móc vận hành hiệu quả. Một nền tảng dữ liệu máy móc mà có thể thu thập dữ liệu 24/7 từ vô số máy và xử lý được nó là yêu cầu cần thiết để đạt được điều này.
Các định nghĩa về thuật ngữ cho OEE
- Thời gian sản xuất lý tưởng – Là thời gian lý tưởng để sản xuất sản phẩm với chất lượng hàng đầu, nhanh nhất có thể khi không có thời gian ngừng máy dự kiến và không dự kiến
- Thời gian sản xuất dự kiến – Tổng số thời gian mà một cỗ máy được lên kế hoạch để sản xuất
- Thời gian cycle lý tưởng – Thời gian ngắn nhất để sản xuất được một thành phẩm trong điều kiện lý tưởng
- Thời gian vận hành – Tổng số thời gian sản xuất dự kiến trừ đi tất cả thời gian ngừng máy không kế hoạch trong khi sản xuất
- Tổng số sản phẩm – Tổng tất cả số sản phẩm được sản xuất trong toàn bộ thời gian sản xuất theo kế hoạch
- Sản phẩm tốt – Tổng số các sản phẩm được sản xuất mà không bị lỗi hay bị khiếm khuyết
- Thành phẩm tốt – Các thành phẩm mà trải qua toàn bộ quy trình sản xuất qua trong lần chạy đầu tiên mà không cần phải chỉnh sửa cho đạt chuẩn yêu cầu chất lượng
- Chất lượng – Số lượng thành phẩm hoàn thành đạt chuẩn yêu cầu đề ra
- Hiệu suất – Sự tính toán giữa Thời gian Cycle lý tưởng nhân với Tổng số sản phẩm và chia cho Thời gian vận hành
- Tính sẵn sàng – Sự tính toán giữa Thời gian vận hành chia bởi Thời gian sản xuất dự kiến
Cách để làm giảm mất mát về tính khả dụng (A)
Mất mát số 1: Lỗi máy móc (Thời gian dừng máy không có kế hoạch)
Dừng máy không có kế hoạch luôn luôn là một vấn đề. Nó có thể phát sinh từ vấn đề kĩ thuật như trục máy hỏng, dụng cụ cùn hay là vòng bi bị mòn cho đến cả những vấn đề như tồn khô không chính xác, lập kế hoạch không hợp lý và cả tài liệu cập nhật thông tin chậm trễ.
Dữ liệu thời gian thực có thể xử lý hầu hết sự dừng máy không có kế hoạch với những sự thấu hiểu được thúc đẩy bằng dữ liệu và sự giám sát máy móc được liên kết với hệ thống của doanh nghiệp. Các vấn đề bảo trì có thể được tiếp cận thông qua bảo trì dự đoán để ngăn chặn lỗi máy móc trước khi nó xảy ra. Sự giám sát và phân tích máy móc trong thời gian thực về những gì đang xảy ra trong công xưởng cung cấp cho nhà quản lý những sự thấu hiểu chuyên sâu từ đó đưa ra được những quyết định để giúp cho việc lập kế hoạch và quản lý tồn kho trở nên chính xác.
Mất mát số 2: Sự chuẩn bị và sự tu chỉnh (Thời gian dừng máy có kế hoạch)
Các thời gian dừng máy có kế hoạch có thể đạt được nhiều lợi ích từ việc sử dụng dữ liệu thời gian thực. Các quá trình chuẩn bị có thể được kiểm tra để cho phép tài nguyên và nhân công được sẵn sàng cùng lúc với sự kết thúc của một đơn hàng và suy giảm thời gian tiêu tốn trong những lúc chuyển đổi. Dữ liệu thời gian thực cho phép một sự cải thiện quy trình một cách chủ động, từ đó làm giảm sự tu chỉnh và thời gian chuẩn bị.
Cách để làm giảm mất mát về hiệu suất (P)
Mất mát số 1: Lỗi dừng máy nhỏ lẻ
Khi nhân viên vận hành làm việc chỉ đơn thuần nhìn vào tình trạng làm việc của máy, sự dừng máy nhỏ lẻ có thể tốn nhiều thời gian để sửa chữa. Với dữ liệu thời gian thực và những công cụ trực quan hóa, như là tình trạng của máy được biểu thị trên các màn hình HMIs, nhân viên vận hành có thể thấy được khi nào tài nguyên sẽ hết hay tình trạng của máy ra sao để phản hồi mà không tạo ra khoảng ngừng quá lớn. Họ cũng có thể thấy được những sự biến động và sửa chữa chúng trước khi chúng trở thành những vấn đề thực sự.
Mất mát số 2: Suy giảm tốc độ sản xuất
Sự suy giảm tốc độ sản xuất có thể là gây ra bởi những mảnh vụn, đai lỏng hay một số những tình trạng khác. Với các công cụ trực quan hóa và sự giám sát máy móc, nhân viện vận hành có thể thấy được khi nào trục spindle hay link kiện máy móc đang chuyển động chậm hơn tiêu chuẩn và tiếp cận nó trước khi tình trạng trở nên tệ hơn. Và điều này sẽ có thể thực hiện được một cách tốt nhất với các công cụ giám sát máy móc có thể trực quan hóa tình trạng các trục quay chính của máy.
Cách giảm mất mát về chất lượng (Q)
Mất mát số 1: Phế phẩm
Sự xuất hiện các phế phẩm có thể là lỗi vận hành máy móc, trục quay chính không đạt chuẩn yêu cầu, tài liệu sản phẩm lỗi thời hay một số lý do khác. Một nền tảng dữ liệu thời gian thực sẽ cho phép khả năng cập nhật trong thời gian thực những tài liệu quan trọng như yêu cầu chi tiết sản phẩm hay dòng chảy công việc. Nó cũng sẽ sử dụng những công cụ trực quan hóa mà cũng được dùng cho biểu thị những lỗi dừng máy nhỏ lẻ để phòng ngừa các thành phẩm lỗi bị xử lý lâu quá nó không thể sửa chữa được. Và với các màn hình HMIs và tình trạng máy móc được cung cấp bởi dữ liệu sẽ cho phép người vận hành hành động trước khi sản phẩm lỗi phải bị bỏ đi.
Để bắt đầu với OEE
Điểm chuẩn những quy trình sản xuất tốt
Điểm chuẩn những quy trình sản xuất tốt và hiểu rõ được hoạt động vận hành như nào là tốt. Điểm chuẩn được những điều này và việc so sánh nó với khả năng máy móc đang sở hữu để vẽ lên một bức tranh rõ ràng và tập trung được vào những điểm xấu trong nó.
Một tầm nhìn lâu dài
Hiệu quả thiết bị tổng thể (OEE) không đạt được chỉ qua một đêm hay chỉ qua một sự thay đổi: Nó yêu cầu những quy trình chồng chéo nhau và yêu cầu doanh nghiệp tạo nên một chiến lược để liệt kê ra được những vấn đề quan trọng nhất. Và khi dữ liệu vạch ra được thủ phạm lớn nhất và khi những sự cải thiện đã được áp dụng, đội ngũ sản xuất có thể bắt đầu chuyển đến những vấn đề khác.
Theo dõi được tất cả các biến số
Theo dõi các KPIs có thể được thực hiện một cách thủ công, nhưng sử dụng nền tảng dữ liệu máy móc để theo dõi nó có thể tối ưu hóa các quá trình. Theo dõi các KPI trong thời gian thực sẽ giúp nhà quản lý hiểu được rằng những biến số nào đang ảnh hưởng dến các KPI đó và làm thay đổi như thế nào.
Các lỗi OEE phổ biến và làm thế nào để ngăn chặn chúng
Tập trung vào chỉ số OEE hơn những mất mát gặp phải
OEE có thể tạo nên một bức tranh to lớn về việc các trang thiết bị được tận dụng như thế nào, nhưng đó chỉ là một phần trong bức tranh đó. Dữ liệu nên được sử dụng để hiểu được vì sao những thứ này đang xảy ra và phát triển các sự cải thiện về quy trình để xử lý được chúng.
So sánh những quy trình và khu vực không liên quan sử dụng OEE
Khi một cơ sở sản xuất được kết nối hoàn toàn, chỉ số OEE của các phòng ban khác nhau sẽ thay đổi chóng mặt dựa trên những quy trình của chính họ. Việc so sánh chỉ số OEE của những quy trình khác hẳn nhau đó sẽ không đem lại được những lợi ích nào có thể cải thiện dược quy trình. Thay vào dó, tập trung vào những quy trình có sự liên quan và giống nhau và hiểu rõ được các biến số chung của chúng.
Không bao gồm quá trình chuyển đổi sản xuất sản phẩm khi tính toán OEE
Chuyển đổi sản phẩm sản xuất là một phần của sản xuất trong nhà máy. Bỏ ngoài nó ra khỏi sự tính toán OEE nghĩa rằng bỏ ra ngoài cơ hội để có thể cải thiện quy trình chuẩn bị, giảm thời gian setup, và tìm ra được những cách để lên kế hoạch chuẩn bị một cách chuẩn xác.
Áp dụng OEE xuyên suốt nhà máy
Với so sánh những quy trình sản xuất khác nhau, áp dụng OEE để vạch ra được sự thấu hiểu cho toàn bộ nhà máy sẽ không thành hiện thực. Bạn sẽ có trong tay các chỉ số đó, nhưng rồi tiếp theo là gì? Nhìn vào từng chiếc máy, từng phòng ban và chỉ số OEE của nó và phát triển các cải tiên liên tục dựa trên những nguyên nhân gốc rễ đặc trưng mà ảnh hưởng đến từng cá nhân khác nhau.
Tỷ lệ thu thập dữ liệu không đủ
Đo đạc một ca làm việc hay một giờ không phải là một cách hiệu quả để hiểu rõ được OEE – nó bỏ qua nhiều yếu tố mà OEE có thể nắm bắt được. Với các tuần rồi các tháng, ta mới có thể tạo lập ra được một chuẩn mực đáng tin cậy để đo đạc năng suất.
Áp dụng OEE “Theo cách của bạn”
OEE là một công cụ mạnh mẽ dành cho việc đo đạc hiệu quả thiết bị. Việc bỏ qua những thành phần quan trọng, thu thập dữ liệu bằng tay, hoặc tập trung vào 1 vài sự tính toán mà bỏ qua một vài cái khác có thể dẫn đến sự lạc hướng các cố gắng cải thiện. Thay vì đó, hãy đón nhận hoàn toàn bộ cung cụ OEE và đối mặt với những vấn đề khó khăn thực sự.
Sử dụng dữ liệu máy móc để tính toán OEE
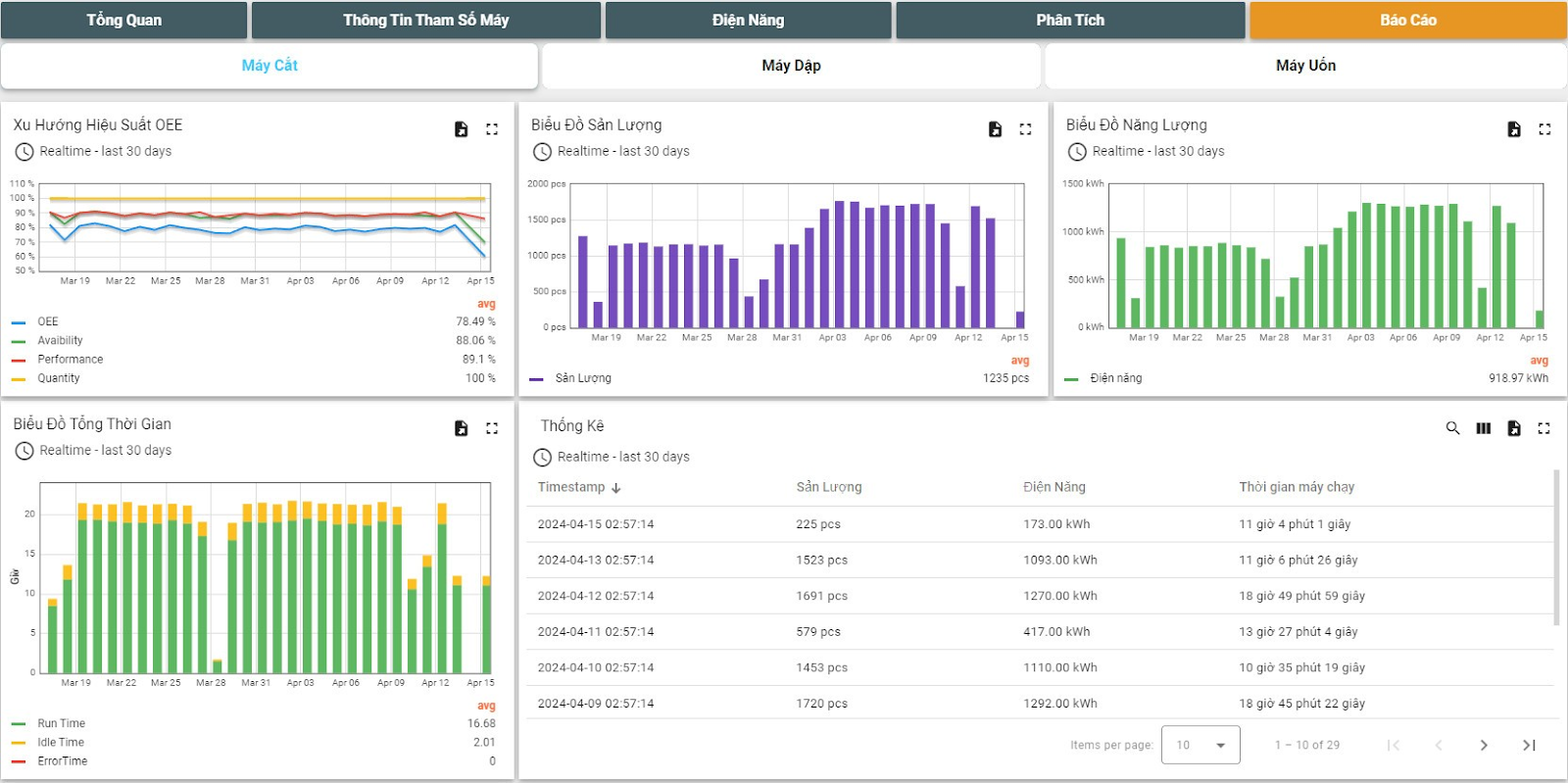
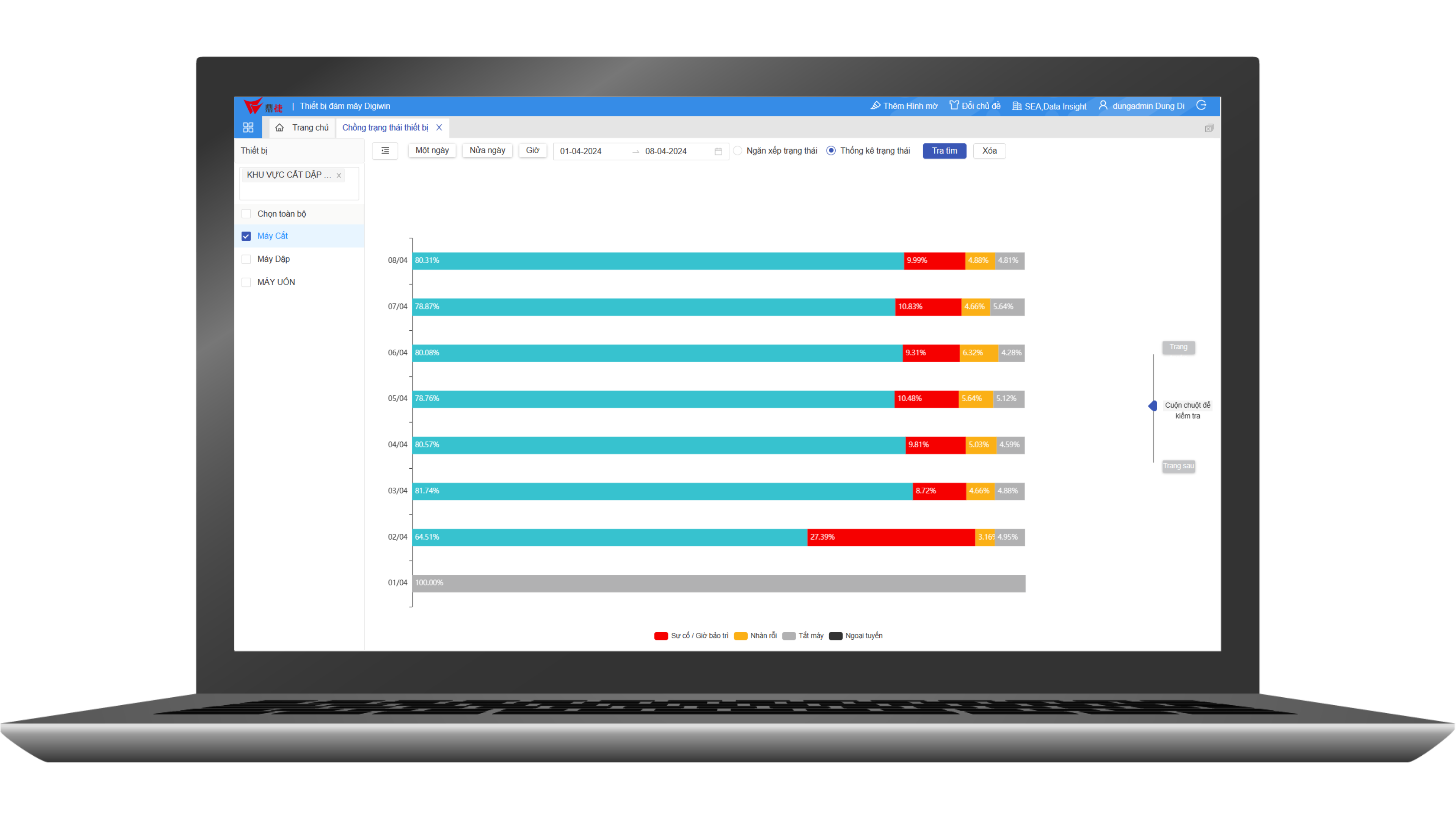
Nền tảng dữ liệu máy móc và phần mềm OEE của Data Insight cho phép nhà sản xuất tính toán được chỉ số OEE của mọi hoạt động sản xuất của họ một cách chính xác.
Như bài viết trên, các tính toán OEE phụ thuộc vào khả năng thu thập dữ liệu có ích từ máy móc, như là thời gian, sản lượng, tốc độ vận hành. Và đây là lúc nền tảng của Data Insight thực sự trở nên tỏa sáng.
Data Insight cung cấp một giải pháp dễ dàng tích hợp để có thể thu thập được dữ liệu từ nhiều model, phiên bản máy khác nhau. Nếu mục tiêu của bạn là tính toán OEE của toàn bộ dàn máy sản xuất trong nhà máy của bạn, Data Insight sẽ thu thập các dữ liệu cụ thể và chuyển biến nó thành những cấu trúc tiêu chuẩn cho việc đơn giản hóa sự tính toán OEE.
Nếu bạn quan tâm, Data Insight có thể giúp bạn theo dõi và cải thiện chỉ số OEE trong chính nhà máy của bạn. Đừng ngần ngại hãy đặt lịch trải nghiệm với đội ngũ của chúng tôi.
Mọi thông tin xin vui lòng liên hệ:
Công ty TNHH Công Nghệ Data Insight Việt Nam
- Hotline: 0916.848.638
- VP Hà Nội: Số 6 Kim Đồng, phường Giáp Bát, Quận Hoàng Mai, Thành phố Hà Nội, Việt Nam
- VP Hồ Chí Minh: 99 đường Cộng Hòa, Phường 4, Tân Bình, Thành phố Hồ Chí Minh, Việt Nam.